「白州蒸留所の水と森へのこだわり」



嶋谷 幸雄 氏(74才)
白州蒸留所建設に参加、初代工場長。山崎蒸留所工場長、取締役を経て、現在 洋酒技術研究会会長。
著 書 : ウイスキーシンフォニー ~琥珀色への誘い~
先日、嶋谷氏が来られ話の中で、白州蒸留所の話になり。苦労話みたいな事を聞きました。そこで後日、下記の内容の資料を頂きました。

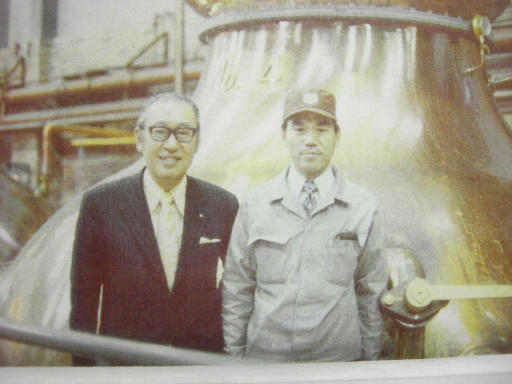
写真、左1973年2月完成式 佐治社長 氏、嶋谷 氏
佐治敬三社長(当時)の特命を受けて、大西為雄・元山D長(故人)が第二の蒸留所の適地を求めて日本全国を駆け巡っておられた。地図と小道具を携えて各地の渓谷をさかのぼる、文学通り手探りの探検だった。その場所は、例えば祖母山麓竹田、石見大田、郡上八幡、日光戦場ヶ原、最上川などであり、私たちはその支援隊であったがすべてが極秘に進められた。候補地がいくつかに絞られ、最終的に白州町鳥原が第一候補になって私が大西氏と、ここを訪れたのは、もう37年も前のことである。
なだらかな勾配を持つ広大な森林には大きな岩がごろごろしており、こんな所に蒸留所建設かと大きな不安がよぎったのは確かだが、中を流れる水の清らかな輝きに強い衝撃を受けた。甲斐駒ヶ岳山麓を覆う樹林を徘徊し、川をさかのぼって上流を確認した。国道20号まで下り、ドライブインに入って水を請い、水筒にたくさんの水をいただいて帰った。それから私たちの本格的な試験が始まった。何回か早朝にドラム缶を積んで神宮川上流に入り採水し、水温や流水量を測定した。自然界の微生物相を調べる培地を各所に置いた。持ち帰った水の微生物検査と化学分析を進める一方でパイロットプラントでの醸造、蒸留、貯蔵の実験をくり返し、期待されるウイスキーの品質を想定した。
水は南アルプス天然水として知られるように相当な軟水で、キレの良い冴えわたった名水であり、山崎とは違ったモルトを生み出す。甲斐駒ヶ岳山麓は花岡岩層の白砂に覆われ、ここで磨かれた水は柔らかいが酒に力を与える。地下水の移動は年に数メートルと言われるから、蒸留所でくみ上げられる水は何十年も前に山に落ちた雨や雪ということになる。
蒸留所の建設は広大な土地の買収や製造免許の取得、森林の中での工事など苦労は多かったが、社内各所から覇気溢れたメンバーが集まり夜を継いで頑張ってくれたので理想的なプロジェクト活動ができたと感謝している。
この建設の第一の命題は、山崎に次ぐ第二の蒸留所として急増する原酒の需要に応えることであったが、もう一つの大きな命題を担っていた。素晴らしい森と水をどう蒸留所に調和していくかということであった。当時の工場建設の常識は、効率第一であった。しかし私たちの製品は、水も原料も育つ環境も自然の恵みに負っている。この蒸留所は大自然と調和し、森の中に蒸留所が埋まるようにしたいという佐治敬三社長の強い願いがあった。野鳥が生息できるように全敷地を鳥類保護区に指定してもらい、三万坪をバードサンクチュアリーとして建物を造らないことにした。貯蔵庫の間隔は100メートルとし、一本でも多くの樹を残すため伐ってもいい樹に印をつけた。中央の道路もS字形に曲げて森に調和させ、国道より蒸留所が見えないように工夫した。後年、白州蒸留所が環境庁長官賞を受けた式場で、小林一三翁と同郷の水上達三氏(故人、元三井物産社長・経団連理事)が私のところにおいでになり、「このような自然を大切にした美しい工場を故郷に造っていただいて、本当にうれしいです」と言われたことが思い出される。
この様な蒸留所を建設する事、その物が考えれない。膨大な費用と、採算が取れるまでの年月。
すご~いの一言。
泡盛、8/9 Aさん、さすがです。ビン熟はクエン酸と雑味成分の影響で、味の変化になると考えられます。蒸留所メーカーは、熟成と表現しています。
8月 休日のお知らせ 日曜日、13(月)、20「月」
blog、休信8/13~8/20
*
#日本の蒸留所